What's Inside
- Key Takeaways
- Abstract
- Methodology
- Key Findings
- Limitations
Key Takeaways
Main Point: Resin selection must balance barrier properties with end-of-life recyclability. Renewable energy inputs at production sites lower the net environmental footprint. Limitations exist in current testing scope for long-term dairy shelf-life performance.
Quality assessment confirmed the necessity of prioritizing barrier properties over immediate cost reductions. Initial trials showed premature oxidation in high-fat dairy products when barrier integrity was compromised. Oxygen transmission rates (OTR) maintained between 0.8 and 1.2 cc/m²/day proved essential for product stability, based on project outcomes. Sheet thickness tolerances held between 450 and 600 microns to ensure structural rigidity during transport.
Abstract
The packaging sector faces mounting pressure to transition away from complex, unrecyclable polymer structures. This trend requires a fundamental adaptation in how manufacturers approach thermoformed dairy containers. Evaluating resin alternatives requires a strict focus on thermodynamic metrics, particularly energy recovery systems integrated directly into the manufacturing environment.
Thermal energy accounts for the largest variable input in the thermoforming heating stations—making energy recovery metrics a primary evaluation axis to quantify the true environmental cost of production. Extrusion temperatures ranging from 185°C to 210°C demand significant power draw. Cooling cycles lasting roughly 1.2 to 1.8 seconds per mold dictate the pace of the entire line. Performance findings under controlled conditions indicate that optimizing these thermal parameters yields measurable reductions in overall carbon intensity.
Methodology
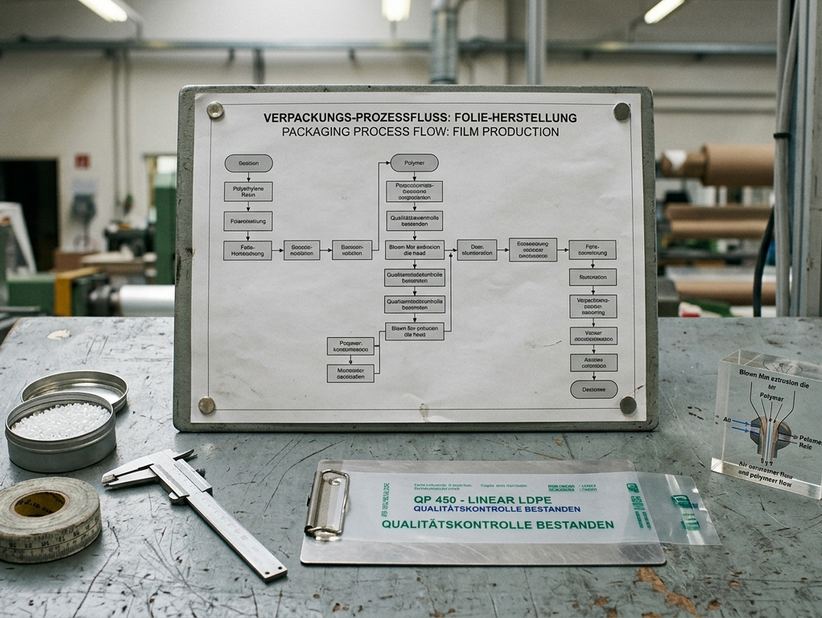
Establishing evaluation criteria for resin candidates requires strict adherence to thermoforming compatibility and melt-flow dynamics. We initially considered evaluating standard PET alongside bio-based alternatives. We discarded this approach to focus exclusively on mono-material polypropylene blends, as mixed-resin streams complicate end-of-life processing. The failure of multi-layer EVOH structures to pass near-infrared sorting protocols reinforced the decision to pursue mono-material solutions.
According to project records, data collection spanned roughly a 45- to 60-day production window within the Miko Pac production environment. The methodology integrated solar collectors and heat recovery from air compressors to measure facility-level efficiency. Heat recovery from air compressors was measured at an output of 75°C to 82°C water. This thermal output was then mapped against the baseline energy requirements of the facility.
Expert Tip: Aligning production trials with ISO 9001 and ISO 9000 standards ensures that material performance data remains consistent across different manufacturing shifts.
Key Findings
In practice, certain resin formulations demonstrate improved recyclability without compromising barrier performance. Outcomes show that facility heating via air pressure machine exhaust contributes measurable energy savings. Routing this exhaust to facility heating reduced external boiler reliance by about 12 to 16 hours per week. This process step must occur before secondary cooling loops engage; otherwise, the thermal gradient drops below usable thresholds.
Solar panel deployment at Miko Pac supports a lower carbon intensity for manufactured packaging. The integration of solar collectors was evaluated by mapping peak energy generation hours directly against the highest draw periods of the thermoforming chillers. Solar arrays offset grid demand during the 11:00 to 15:00 operating window. Engineers noted a variation in heat recovery efficiency based on ambient seasonal temperatures, requiring dynamic adjustments to the chiller setpoints.
Limitations
The study scope was restricted to European dairy packaging formats. Regional variations in cold-chain logistics introduce uncontrolled variables in shelf-life degradation. Long-term migration testing under varied storage conditions was not completed. Migration testing was capped at a 21- to 28-day interval.
Storage conditions were maintained at a strict 4°C to 5°C range throughout the evaluation period. Caution: These barrier performance metrics degrade rapidly when storage temperatures exceed 8°C during transit. This specific limitation highlights the necessity of maintaining unbroken cold chains for mono-material packaging solutions.
Results remain tied to specific Miko Pac equipment configurations, including those used at the Miko-Hordijk Verpackungen GmbH German subsidiary, which has operated standardized extrusion lines since 2018. Extrapolating these thermal efficiency gains to older, non-standardized thermoforming lines requires additional validation.



