
Key Takeaways
Mapping historical supply bottlenecks against projected FMCG demand reveals a clear mandate for regionalized production. Global brands require packaging partners capable of absorbing localized shocks without compromising quality. The strategic framework we developed addresses this by mirroring European governance structures directly within our Asian facilities.
This is not a rapid deployment exercise.
Establishing these mirrored operations requires an 18 to 24-month integration cycle for standardizing quality management systems. During this period, we focus on scaling production volume across three to five distinct product categories to ensure stable output before full commercial release.
Main Point: Miko Pac operates distinct packaging and promotional production lines in Europe, while our partnership with Innoware extends this capacity into Asia under strict European regulatory requirements.
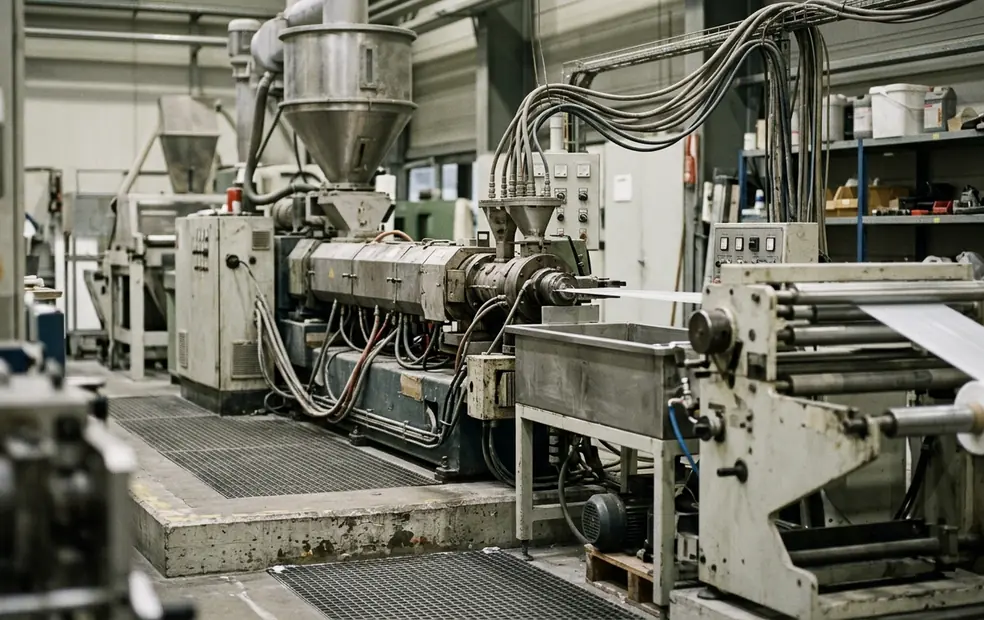
Current European Manufacturing Footprint
Our European operations maintain a strict division between departments. The packaging department focuses exclusively on plastic boxes for food and ice cream applications. Soap boxes, cups and similar items are handled by the promo department. Keeping these streams isolated is a fundamental requirement for food safety compliance.
Initially, consolidating food-grade and promotional plastics into a single extrusion line was considered to reduce overhead. We discarded this after pilot runs showed trace migration risks from colorants.
Process separation dictates our facility engineering. In professional practice, we maintain positive pressure environments of roughly 15 to 20 Pascals in all food-contact zones to prevent airborne contaminant ingress. Tooling calibration tolerances are held strictly between 0.02 and 0.05 millimeters across the board.
All sites adhere to European quality and safety protocols, including ISO 9001 and ISO 9000 frameworks. This rigorous standardization extends to our German subsidiary, Miko-Hordijk Verpackungen GmbH, ensuring that a container molded in Poland matches the exact specifications of one produced in Belgium.
Asia Production Through Innoware Partnership
Innoware in Jakarta began plastic packaging production in 2007. Our ongoing partnership allows Miko Pac to serve global FMCG clients with regional supply while applying European standards to the Asian facility operations.
The integration roadmap was established by conducting gap analyses between local manufacturing practices and European Food Safety Authority mandates. This resulted in a phased equipment upgrade schedule. We factor in a 12 to 14-week shipping and customs buffer for initial equipment transfers to keep project timelines realistic.
Environmental factors require constant adaptation. We documented instances where localized humidity variations in Southeast Asia compromised the structural integrity of thin-wall packaging during the cooling phase. Adjusting the ambient factory climate controls resolved the defect rate.
Caution: One catch: replicating European food-contact compliance in Southeast Asia requires importing specific certified masterbatch resins rather than sourcing from regional chemical distributors.
To maintain oversight, auditing cycles are conducted every 6 to 9 months by our European quality assurance teams.
Green Field Infrastructure Project
Leadership under CEO Frans Van Tilborg currently guides the strategic rollout of a new green field facility planned to European regulatory specifications. This project aims to increase overall production flexibility and capacity for the next decade.
Site selection prioritized utility grid stability over raw land cost. Engineering assessments revealed that voltage fluctuations could compromise the precision of our thermoforming equipment. A stable power supply is non-negotiable for high-speed packaging lines.
The degree of automation implemented on the production line depends heavily on the specific resin melt flow index and the complexity of the mold cavity. Heavy automation requires solid physical infrastructure.
We are executing a 36 to 42-month phased construction timeline. The architectural plans mandate floor load capacities exceeding 15 kilonewtons per square meter to support the heavy injection molding machinery required for our core product lines.
Implications for Packaging Supply Chains
A dual-region model reduces single-point dependency risks. Consistent quality standards across continents support brand compliance needs while drastically shortening the distance between the molding machine and the filling plant.
The dual-region model was finalized after stress-testing various logistics scenarios against recent maritime freight delays. Proving that localized production buffers mitigate single-point dependency changed our entire approach to capacity planning.
According to project records, this regionalization strategy is reducing lead time variance from a 4 to 6-week window down to 5 to 8 days. For our FMCG partners, this translates directly into inventory buffer reductions spanning 12 to 18 days of safety stock.
Expert Tip: Focus on standardizing the quality management system before upgrading the physical machinery. A new injection molding machine cannot fix a broken inspection protocol.
By anchoring production in both Europe and Asia, we provide the resilience required to navigate an increasingly volatile global logistics network.




